一、混流生产方式是什么?
# \ Z: p1 o1 c( W f混流生产就是在一条流水生产线上,按订单要求的品种和交货期,组织多品种混合生产
7 D6 t7 _# C3 H3 f0 ]例如,一个企业有A B C D E 五个品种,日产量9辆,本月订单A:30辆,B:40辆,C:10辆,D:15辆,E:5辆。根据订货确定日生产计划顺序:AAABBBBCD或AAABBBBDE
+ |. O! S( O& n2 g. w; r- o- r8 ]. F. N - Z8 v) ]" B& ~
& D6 r; W7 p. k; s0 S- `3 [* b, {4 p- |' C; W8 c2 ]
- Z8 v) ]" B& ~
& D6 r; W7 p. k; s0 S- `3 [* b, {4 p- |' C; W8 c2 ]
按混流生产方式组织生产,显然可最大限度满足客户要求,同时又充分发挥了生产线能力,即使品种发生较大变化,也不会使生产线停产。多条生产线都实行混流生产的话,也不会出现有的加班,有的停工现象
2 c) j: U) M$ f+ Y6 k# C" q: |5 b$ e8 B( } H3 i3 g
9 p* N# n9 N( o# M B
对于现厂房设备以及MES系统均已稳定之状态下,需确实权衡,在现有大批规模生产下的单位成本,与退休混流生产产生新费用分摊后之单位成本。
& ?. d/ ~( S+ d$ ~- o( v
因此,对于当前状况,建议局部(各部门内部手工生产流水线)推行,待有新厂建设方案时,再做总体考量,于投资初期进行混流生产方式的设计,以取得较低的投资成本。
0 w! E, x9 p& H% O0 n% A) C3 i! g流水线混流完成不同产品,以人做为生产单元(CELL)完成该产品全部制程
* a P; e7 A% U, f. e0 P! T本文由环球精益网首发
0 N$ g1 R( G9 @6 T
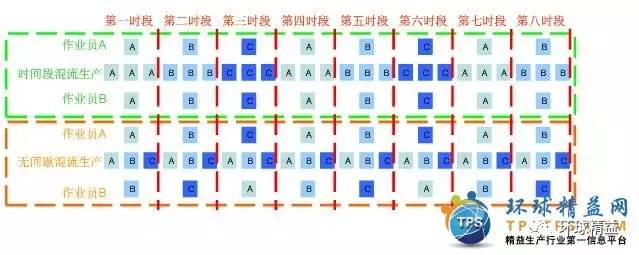
时间段混流生产产品切换间隔短所产生的在制品越低,产线应对异常能力越高,越能使生产均衡。最理想状态为切换时间为零的无间隙混流生产。局部推行可从逐步缩减产品切换间隔以及换模时间为重点。
" F9 b8 R7 v H
1 m4 h) V- A0 ~! e. @ c4 h% ?- x- H( T- ?6 L1 U8 [+ @9 Q t+ _2 b8 F
四、整体推行混流生产的重点
" J T6 @) W: c; H7 z: l# j5 z1、一个流式生产
2、各制程产能的均衡
3、Buffer的尽量缩减
五、为什么汽车生产要混流生产
9 E. ]3 I/ r7 H) E8 v6 r# R* V
1、客户需求多样化。8 E2 g% i) M- }- ~' B! E
2、单一车型生产完成后再切换车型也可以,但供应总装线的发动机、涂装、焊装、冲压、树脂以及配套的供应商到货都要跟着马上切换为新车型,在物料供应过程中产生的牛鞭效应导致下游组织膨胀,库存增加。6 K$ e) I0 j- C- u2 w( S, \) O
3、物料供应中,顺畅的物流可以减少制造零部件各工序产量及其运送量的变化,降低在制品的储存量,为了达到这个目的,混流装配线所需各种零部件在单位时间的使用量(使用速率)就应尽可能保持不变,确保了顺畅性。
7 P* v' ]; y$ N( J


 IP卡
IP卡 狗仔卡
狗仔卡








 发表于 2017-2-9 16:08:40
发表于 2017-2-9 16:08:40


 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 显身卡
显身卡