 4 M8 g# S; v/ ^$ X
4 M8 g# S; v/ ^$ X
2 Z% v9 f3 M' R! S8 g
 8 x3 X/ K7 F* D# v2 I
8 x3 X/ K7 F* D# v2 I
一、单元生产概述9 [2 _& A' b+ [$ q4 r" ~9 ^
单元生产是精益生产的一个模块。它是当代最新、最有效的生产线设置方式之一,为日本以及欧美企业所广泛采用。这种方式使得小批多种生产残酷环境下的生产线几乎比流水线效果还好,因此被誉为“看不见的传送带”。
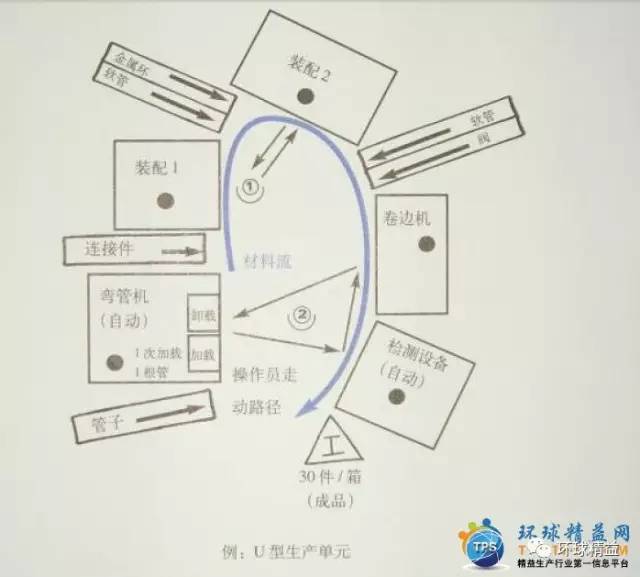
2 i/ H* i2 s9 S6 S4 ? 要理解单元生产,首先就要理解“一个流”。所谓“一个流”,是指产品在生产时,每个工序只有一个半成品。“一个流”是一个物流概念。很多厂都存在“批量加工”和“批量转移”的现象。批量有大有小,最小的单位就是“一个”了。这种“一个”的物流,就叫“一个流”。单元生产则是一种生产线设置方法。指生产线按照流程布局成一个完整的作业单元,作业员在单元内进行目标为“一个流”的作业。
3 S+ v5 F2 t, S, ?- m& M4 g
1 C4 f' e, q1 `$ n二、单元生产的优点
0 p/ Z, \- h! F! c 生产周期短,这就意味着快速交货。单元生产的交货期只有批量方式的五分之一 。产品切换时间短、快速对应“紧急订单” , 沟通方便,反应迅速。“盘点”方便准确、提高物控精度。由于半成品少到人手一个。所以物控人员有福了,数量控制得心应手,比条形码还准确。生产效率高。单元生产的在精益生产发展史上的地位 单元生产是大家对“精益生产”认识不断加深的产物。初期,大家对精益生产的认识停留在“拉动生产”上。认为,为了达到“零库存”的目标,需要认真分析现状,利用现有资源,建立起一套“系统”,使得库存最小,避免库存浪费。但是实践的结果证明这样做效果不大。于是人们逐渐意识到,单纯建立在“现有条件”下的“运筹”是远远不够的。必须要打破“现有条件”,也就是进行真正的现场改造。单元生产正体现了这一精神。实施过单元生产的企业,无不在布局、人才培养、物料控制上发生极大的改变。因此,单元生产是把精益生产深入到工厂每一个细胞的改善活动,它把精益生产推向了更深的层次。
/ E, _% W5 N& z; V7 m; D: @& ? Q: C
' a1 T& F% y/ \8 y' e
三、单元生产的形成及发展
( R. C0 K& F3 H# j1 c 单元生产方式脱胎于前苏联50年代中期由斯·帕·米特洛凡诺夫提出的成组技术(Group Technology),欧美早在20世纪50年代末期就开始研究,60年代开始应用推行。日本上世纪80年代开始这方面的研究,但当时实际生产中运用的不多,直至日本早川先生创造性地在SONY大范围的成功运用,局面才得以改观。紧随其后, NEC、欧姆龙、佳龙、松下等纷纷导入单元生产方式,来因应多品种、多批次、小批量、短交期、定制化、更新快的市场需求形态,单元生产方式成为日本主流厂商竞相采用的先进生产方式。在我国,1966年大连机床厂,中国纺织公司就开始实施成组制造技术,“十年动乱”期间暂停下来。1977年原“一机部”提出了推广成组技术的十年规划,长春一汽等企业纷纷响应。随着外资厂进驻,我国上世纪九十年代中后期陆续出现了单元生产方式的应用。有人说20世纪是大量生产、大量消费的时代,21世纪则是少量生产、多样化消费的时代。传统的流水线生产方式需要大规模投入,适合大规模生产,而单元生产方式灵活机动,适合多样化生产。国际工程协会曾预言,未来将有70%的企业实行单元生产方式。单元生产方式将成为制造业的主流生产方式之一。
. G2 j$ ~# |6 w. k


 IP卡
IP卡 狗仔卡
狗仔卡








 发表于 2-11 14:26:30
发表于 2-11 14:26:30
 提升卡
提升卡 置顶卡
置顶卡 沉默卡
沉默卡 喧嚣卡
喧嚣卡 变色卡
变色卡 抢沙发
抢沙发 显身卡
显身卡